Advanced Guide to Precision Machining: Process Breakthroughs and Material Adaptation Solutions for Complex Parts
In the high-end manufacturing field, the qualification rate of complex-structured precision parts (such as special-shaped cavities, thin-walled parts, and micro-nano feature parts) is often less than 70%, with core pain points concentrated in three aspects:
• Typical Issue: For deep-cavity parts (depth >50mm, hole diameter <10mm), the roundness error exceeds ±0.01mm after processing, and the perpendicularity deviation reaches 0.02mm/m;
• Root Cause Analysis: Vibration caused by excessive tool aspect ratio (cutting vibration amplitude >2μm) and workpiece clamping deformation (elastic deformation induced by clamping force >3μm);
• Data Reference: The qualification rate of geometric tolerances for deep-cavity parts using ordinary processing schemes is only 62%, which can be increased to over 95% after process optimization.
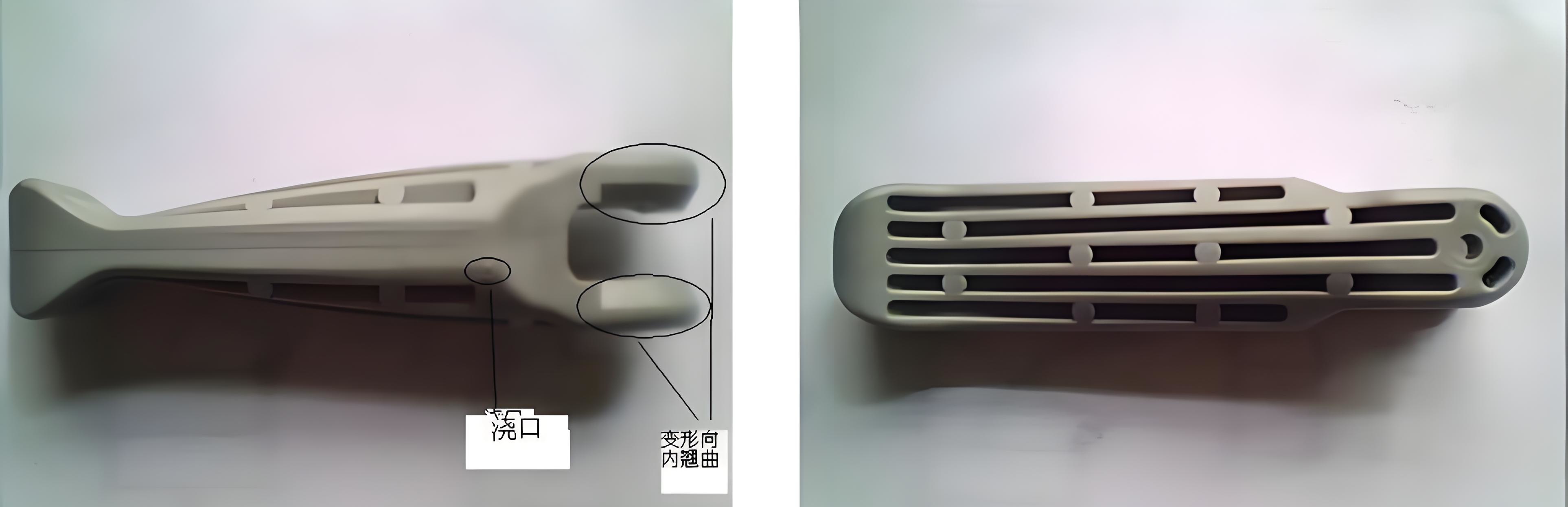
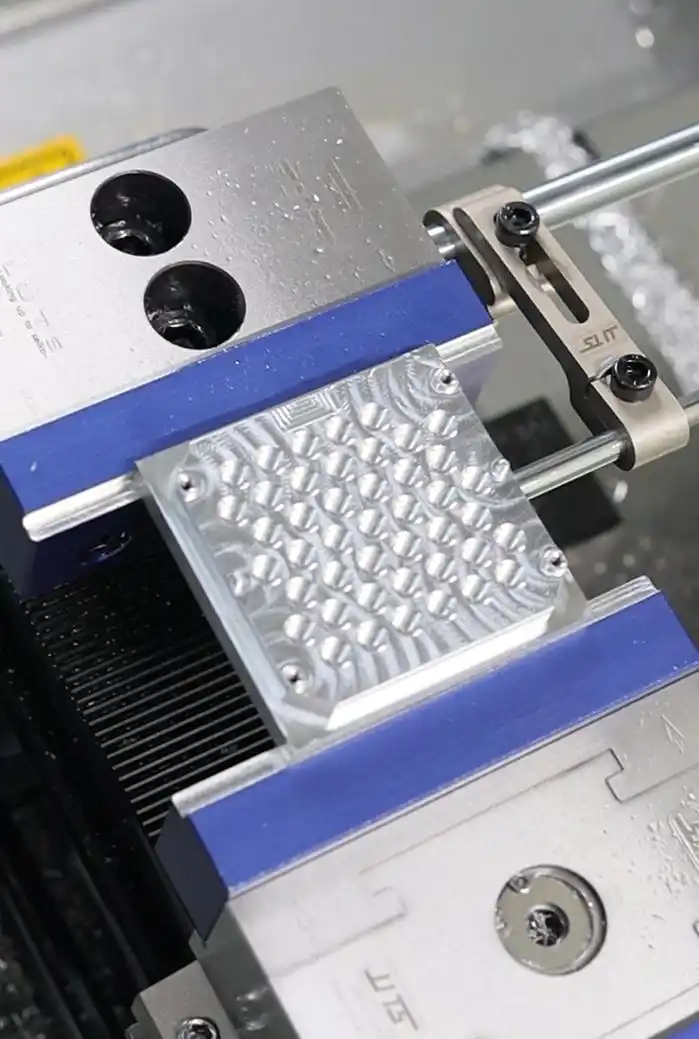
• Typical Scenario: For aluminum alloy/titanium alloy thin-walled parts with thickness <1mm, the flatness deviation exceeds 0.03mm after processing, and warping may even occur;
• Key Influencing Factors: Accumulation of cutting heat (temperature rise in the processing area >80℃) and release of residual stress (internal stress difference of materials >50MPa);
• Industry Status: The average scrap rate of precision thin-walled parts is 18%, which is 3 times that of conventional parts.
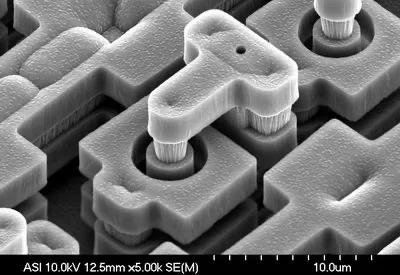
• Typical Requirements: Micro-groove structures (width <0.1mm, depth >0.5mm) in semiconductor equipment, and micro-tooth features (tooth height <0.3mm) in medical devices;
• Core Difficulties: Rapid tool wear (service life of micro-diameter tools <50 pieces) and unstable processing accuracy (dimensional fluctuation >±0.008mm).
The core of precision machining lies in "material-adapted processes". The physical properties (hardness, toughness, thermal conductivity) of different materials directly determine the processing scheme. Below are the optimal solutions for four mainstream materials:
Material Type | Hardness (HRC) | Processing Difficulties | Recommended Processes | Key Parameter Control | Application Scenarios |
Aluminum Alloy (6061) | 8-12 | Tool adhesion, poor surface roughness | High-speed milling + dry cutting | Cutting speed: 300-500m/min, Feed rate: 0.1-0.2mm/r | New energy vehicle casings, electronic device brackets |
Titanium Alloy (TC4) | 30-35 | Poor thermal conductivity, rapid tool wear | Cryogenic cutting + cemented carbide tools | Cutting speed: 50-100m/min, Cooling temperature: -10~-5℃ | Aerospace components, medical devices |
Stainless Steel (316L) | 15-20 | High toughness, large cutting force | High-pressure cooling + spiral interpolation machining | Cutting speed: 150-250m/min, Cooling pressure: 15-20MPa | Semiconductor equipment parts, precision valves |
Ceramic (Zirconia) | >60 | High brittleness, easy chipping | Electrical Discharge Machining (EDM) + polishing | Discharge gap: 0.005-0.01mm, Surface roughness: Ra≤0.05μm | High-end sensors, wear-resistant parts |

Targeting the pain points mentioned above, leading enterprises in the industry have significantly improved the qualification rate through technological innovation. The core techniques can be directly reused:
• Principle: Divide the processing of deep-cavity and thick-walled parts into three stages: rough cutting (removing 80% of the allowance), semi-finish cutting (removing 15% of the allowance), and finish cutting (removing 5% of the allowance). During finish cutting, real-time monitor the cutting force through machine tool sensors and dynamically adjust the feeding speed (adjustment accuracy ±0.001mm/r);
• Effect: The roundness error of deep-cavity parts is controlled within ±0.005mm, and the qualification rate is increased by 30%.
• For Thin-Walled Parts: Adopt a clamping method combining vacuum adsorption and local support, control the clamping force at 0.1-0.3MPa, and use elastic support blocks to reduce deformation;
• Case Study: For an aluminum alloy thin-walled cavity (thickness 0.8mm) of a medical device enterprise, the flatness deviation was reduced from 0.03mm to 0.008mm after adopting this scheme.
• Micro-Nano Feature Processing: Select PCD (Polycrystalline Diamond)-coated micro-diameter tools (diameter ≥0.05mm) with tool runout controlled at ≤0.002mm;
• Difficult-to-Machine Materials: For titanium alloy processing, select TiAlN (Titanium Aluminum Nitride)-coated tools, which can increase the service life by 2-3 times and achieve a processing surface roughness of Ra≤0.08μm.
• Process: After rough cutting → First-piece coordinate measuring machine (CMM) inspection → After semi-finish cutting → Laser interferometer inspection for geometric tolerances → After finish cutting → White light interferometer inspection for surface quality;
• Advantage: Real-time feedback of errors, timely adjustment of processing parameters to avoid batch scrapping, with inspection accuracy up to ±0.001mm.
With technological iteration, precision machining is evolving from "precision improvement" to "functional integration". The following three trends have been implemented in leading enterprises:
• Principle: First, quickly form complex-structured blanks through 3D printing, then perform precision machining on key surfaces using 5-axis milling, with accuracy up to ±0.005mm;
• Advantage: Production cycle shortened by 40%, material utilization rate increased to 85% (only 30-40% for traditional processing), suitable for aerospace special-shaped parts.
• Application: A certain auto parts enterprise used digital twin technology to simulate the cutting force and temperature distribution of thin-walled parts in advance. After optimizing the process parameters, the scrap rate was reduced from 15% to 3%;
• Core Value: Virtual trial and error replaces physical trial and error, reducing R&D costs by 50%.
• Breakthrough: Nano-level cutting technology achieves a surface roughness of Ra≤0.01μm, and the processing accuracy of micro-nano structures reaches ±0.002mm;
• Application Scenarios: Quantum chip carriers, biosensors, micro-robot components.
1. Pilot Production Verification is Indispensable: Request suppliers to provide small-batch pilot production (50-100 pieces recommended) and test the consistency of key dimensions (coefficient of variation CV≤3%);
2. Detailed Process Plan is Required: Reliable suppliers will provide detailed process route diagrams, including tool models, cutting parameters, and inspection nodes, rather than vague quotations;
3. Material Traceability Must Be Valued: Request raw material certification (such as ASTM standard number) and batch number records to avoid substitution with inferior materials;
4. After-Sales Support Depends on Responsiveness: Confirm whether after-sales technical support is provided, such as on-site guidance for part assembly issues and rework plans for unqualified products.
The machining of complex precision parts is a comprehensive contest of technology, equipment, and experience. With the implementation of hybrid machining, digital twin and other technologies, the boundaries of precision machining are constantly being broken — from ±0.005mm to ±0.001mm, from single structures to complex integration, precision machining is becoming the core engine of high-end manufacturing innovation.
If you are facing complex part machining challenges or need customized precision machining solutions, please click the button below to get free process evaluation and pilot production services. Let our professional team help you solve the dual challenges of precision and efficiency!
Copyright © 2025 Qingdao Zhengrong Precision Machinery Co.,Ltd. All Rights Reserved Powered By HiCheng

